


塑料绝缘电力电缆制造的工艺流程是怎样的?
塑料绝缘电力电缆制造的工艺流程是根据每一种产品的结构、涉及的工艺、使用的设备等按顺序排列而成的工艺路线。原则上讲,每一种产品都应该有自已独立的工艺流程,但一般是按如下工艺排列的。
1.导线拉伸
线材拉伸是指线坯通过模孔在一定的拉力作用下,发生塑性变形,使截面减小、长度增加的-种压力加工方法。线坯经过拉伸,达到我们需要的截面。.
2.退火软化
金属经过冷加工(拉伸),晶粒形状及其方位等均发生变化,其性能也发生变化,因此在许多情况下都需要对冷加工的金属进行热处理,使金属恢复冷加工前的性能或达到使用的要求。接触式连续退火装置是一-种单线式通电连续退火设备。该装置一般装在拉线机上最后拉线轮与收线盘之间,构成拉线一退火收线的连续退火大拉机组。拉制出的线经过几个通有直流电的金属滚轮,导线与滚轮接触时电流通过导线,利用导线本身的电阻进行加热退火。
3.绞线
电力电缆的导电线芯有两种绞合方法:无退扭绞合和有退扭绞合。
(1)采用有退扭方法绞成的线芯没有扭转内应力,故多用于不紧压的绞线,以避免因有内应力在单线断裂时散开。
(2)没有退扭的绞合多用于紧压型线芯,因为自扭产生的残余应力是弹性变形,压型为塑性变形,因此经过紧压后内应力即.可消失。
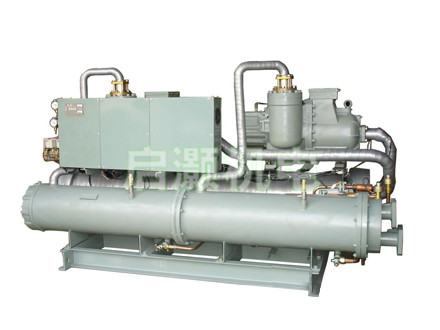
4.挤塑
挤塑是电缆绝缘层和护套的成型工艺,它对电缆的质量影响最大,因此该工艺是电缆制造的重点工序。挤塑工艺是在塑胶机上完成的。
塑胶机是利用特定形状的螺杆,在加热的机简中旋转,将由料斗中送来的塑料向前挤压,使塑料均匀地塑化(即熔融),通过机头和不同形状的模具,使塑料挤压成连续性的所需要的各种形状。
挤出过程中,塑料将经过如下三个阶段:
(1)塑化阶段:又称压缩阶段。在机简内完成。经过螺杆的.旋转,使塑料由固体的颗粒状变为可塑性的粘流体。
(2)成型阶段:在机头内进行。由螺杆旋转和压力的作用,把粘流体推向机头,经过机头内的模具,使粘流体成型为所需要的各种尺寸及形状的挤包材料。机头的模具起成型作用,而不是起定型作用。
(3)定型阶段:在冷却水槽中进行。塑料经过冷却后,将塑性状态变为定型的固体状态.
5.交联
聚乙烯的分子结构是线型大分子结构,常温下为固态,当温度升高到软化点时,分子间可以产生相对位移,所以它的使用温度受到了限制。为了提高聚乙烯的耐温等级,把线型聚乙烯分子,通过一定的方法使其变成网状立体空间结构,这个过程叫做交联。交联是在特定的条件和设备中进行的。

