

钢丝铠装工艺开车前准备要点:
1.仔细阅读工艺卡片,了解铠装钢丝根数、钢丝直径、钢丝节距、钢丝方向、模具尺寸、绞笼转数、绞笼转向、牵引线速及工艺质量要求。
2.钢丝盘应完好,钢丝复饶应紧密,排线应均匀平整,防止交叉与夹线。
3.按工艺卡片准备模具,摸具内表面应光滑,模具承线内径应比钢丝铠装后外径放大2~5mm。
4.钢丝上车前,应用平头千分尺在钢丝同一截面两个垂直方向测量直径,取其平均值。检查钢丝直径是否符合工艺卡片要求。
5.应用游标卡尺准确测量铠装前电缆外径,即在电缆同一截面两个垂直方向测量直径,取其平均值。如果电缆实际外径与工艺卡片上的铠装前电缆外径相差太大,应及时通知技术人员按电缆实际外径配置钢丝根数。
6.单层钢丝铠装,钢丝盘应尽量放在后一节绞笼上,钢丝盘分布应对称平衡。如果一节绞笼摆不下,需要两节绞笼,两节绞笼间应用同步管连接,以利同步运转。
7.检查穿线管是否畅通,除钢丝应平直外,每根钢丝穿线方向应尽量取直,不得交叉。
8.根据钢丝根数与分线板穿线孔数量,考虑如何使钢丝沿分线板圆周方向均匀分布,钢丝与
9.穿线孔方向应尽量取直,且符合顺序,避免交叉,确保每根钢丝通过穿线孔时阻力最小,张力均衡,以免钢丝拱起和跳浜。
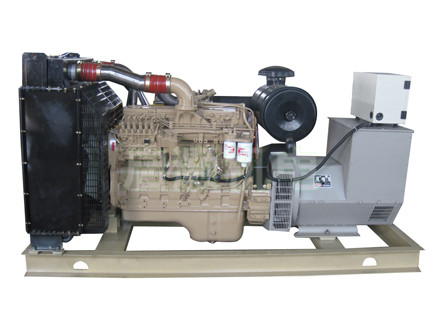
10.单芯电力电缆铠装,应采用非磁性金属丝材料,或根据协议采用钢丝铜丝特殊结构,4根直径相同的铜丝大致把钢丝分成4等分。
11.参照工艺卡片把牙箱扳手扳到规定位置,使绞笼转数、牵引线速符合工艺要求,进一步检查收、放线盘是否放好,确认整车安全无误后,准备开车。

