
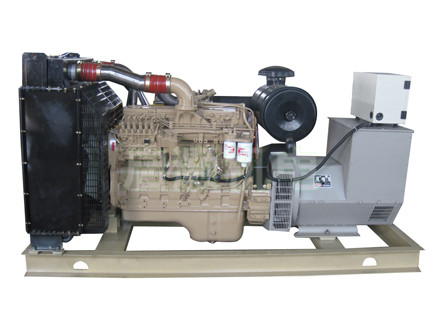


6禹州350贾汽轮发电机定子冲片的冲制唐群花上海电机厂有限公司技米开发中心。,本文介绍了350MW汽轮发电机定子冲片的冲压工艺,本体冲片落料膜的结构特点及制造质量控制计划等。
1引言禹州35,汽轮发电机是美国西屋公司与上海电机厂汽轮发电机有限公司合作生产的产品,我公司负责定子与机座部分的制造。
300MW600MW汽轮发电机不同的是,该定子采用了轴向通风结构,相应的定子扇形片的结构也有很大的变化,每张定子扇形片上分布着很多轴向通风孔,冲片的外形尺寸又特别大这给扇形片落料模具的结构设计及制造带来了很多难。为减小材料的同板差,西屋公司要求定子扇形片的冲裁中心必须在卷形坯料的中心线上,而我公司现有设备,是无法对该定子扇形片冲压进行流水线操作的,只能用手工操作。考虑到安全性,对模具结构设计及冲片制造工艺提出了更高的要求。
350汽轮发电机定子扇形片的生产制造流程与以往300MW600MW相比,要求从原材料入库鉴定到工艺文件编制生产过程控制包装发运等全部按西屋公司工艺规范进行考核。为确保350MW定子扇形片套全新的工艺措施。
2西屋公司工艺规范中的主要工艺难。
2.1冲压时冲片的齿部方向与材料乳制方向须垂直,冲片冲裁中心应在材料中心线上,并采用套裁,即排样时齿部方向张向上,张向下。
2.2冲片只允许有单面毛刺,不允许有弯曲变形等缺陷,冲模卸料装置不允许损伤冲片。
2.3冲片去毛时擦痕不能超过冲片边缘3去毛后无毛刺允许少量随机毛刺,毛刺高度小于0.013,每张冲片的毛刺位置不能在同位置上。
2.4涂漆后的冲片需防锈包装,但不能用防锈剂。
3工艺方案的确定350MW汽轮发电机定子扇形片采用的材料为国产,评3290,0.5,1厚冷轧硅钢片,全圆由七张半定子扇形片拼成,每张定子扇形片上带有36个轴向通风孔和2个螺杆孔,阶梯状冲片上还带有不同尺寸及位置前提下,根据西屋公司的工艺规范要求,确定了以下工艺流程2及方案。
3.1剪料由于西屋公司的冲压设备先进,其工作台面为倾斜面,冲压时梯形坯料会白动滑人模具刀口,所以梯形剪料尺寸只要按产品样上的要求即可。我公司的冲压设备较为落6,冲片冲压时梯形剪料只能手工送入模具口,而且坯料宽口有1000爪1所以既要做到冲裁中心位于卷形坯料的中心线上冲片齿部与坯料轧制方向垂直,要考虑工艺流程,冲片落料时操作人员能完全操作。决定了如剪料尺寸及方案坯料宽以爪1计3.1.1剪10001677平行边形。如囝3!并依次叠放3.1.2分剪成8个梯形,315所,片依次将上片交错叠放;3.1.3将8梯形依次剪去大头阴影部分。30,并依次叠放。
轧制方向囝3择形剪钭3.2落料落本体冲片的全部外形通风孔及螺杆孔,落料时以梯形料大头侧及侧面定位。









